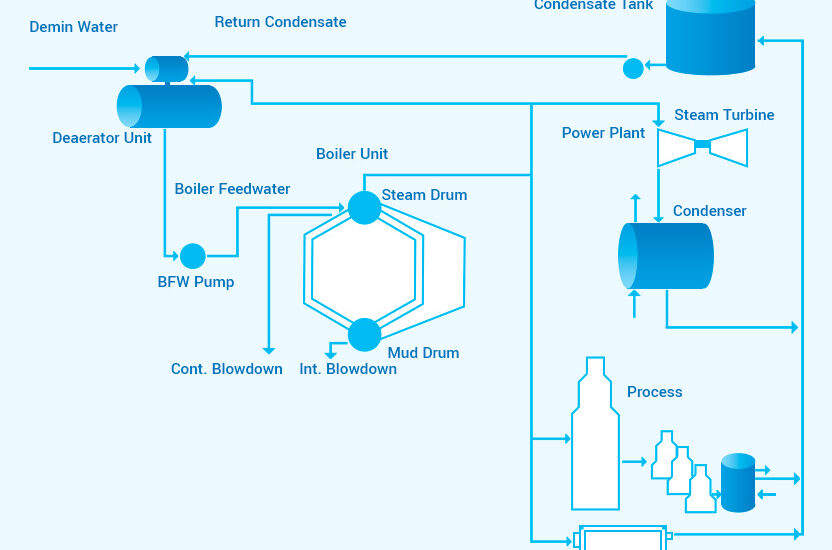
A boiler generates steam, which is used to drive turbines for electricity generation. The steam produced by the boiler also serves various purposes, including air conditioning systems, heating hot water, process applications, powering steam engines, and marine applications. Large boilers are utilized in commercial, industrial, utility, and many other sectors.
Two types of boilers commonly used are
- Firetube boilers wherein the combustion gas passes inside the boiler tubes and heat is transferred to water between the tubes and the outer shell.
- Watertube boiler wherein the boiler water passes through the tubes, while the exhaust gases remain in the shell sides, passing over the tube surfaces. Usually, watertube boilers are used where high steam pressures are required.
Depending on the sources of heat, Water Heat Recovery Boiler (WHRB) and Heat Recovery Steam Generators are commonly used.
The key issues in boiler system operation are corrosion and deposition. These problems cause scaling and sludging, leading to increased metal temperatures, which can result in tube failures and reduced steam generation.
Additionally, pitting and corrosion on pipe and tube surfaces can cause leaks, significantly reducing steam production and system efficiency. The primary goals of effective boiler water treatment are
- Uninterrupted heat transfer
- Corrosion and scale control
- Generation of high quality steam.

Typical boiler water treatment program
Oxygen Scavengers
These products are designed to eliminate dissolved oxygen from boiler feed water, effectively preventing corrosion in the feed water tank and condensate return lines. United Chemical provides specially formulated solutions based on Sodium Sulphite, DEHA (Diethyl Hydroxylamine), Tannins, Hydrazine, and more. These formulations not only reduce dissolved oxygen levels but also create a protective passivation layer on metal surfaces.
Sludge/Scale Conditioners
Our products are designed to interact with the alkalinity of boiler water, effectively neutralizing water hardness and preventing scale formation. United Chemical offers solutions based on phosphate, poly-phosphate, polyacrylate, and maleic acrylate co-polymer to condition alkaline water and ensure optimal boiler performance.
Alkalinity Builders
To maintain optimal boiler water chemistry and prevent scale formation, an alkalinity booster may be required. Additionally, this pH booster helps protect the feed water tank, feed lines, and flue gas economizer from acid corrosion. United Chemical offers a high-performance pH booster specifically designed for these applications.
Additional Product Availability
- A multifunctional, single-drum solution for boilers that combines oxygen scavenger, pH booster, sludge and scale conditioner, and condensate line corrosion control into one product.
- Condensate Line Corrosion Control: Our solutions include single neutralizing amines or custom blends of amines with varying distribution ratios to safeguard different components of the steam line. Additionally, we offer blends of neutralizing and filming amines to protect the entire pipe network.